
 Thanks:
Thanks:  Likes:
Likes: 



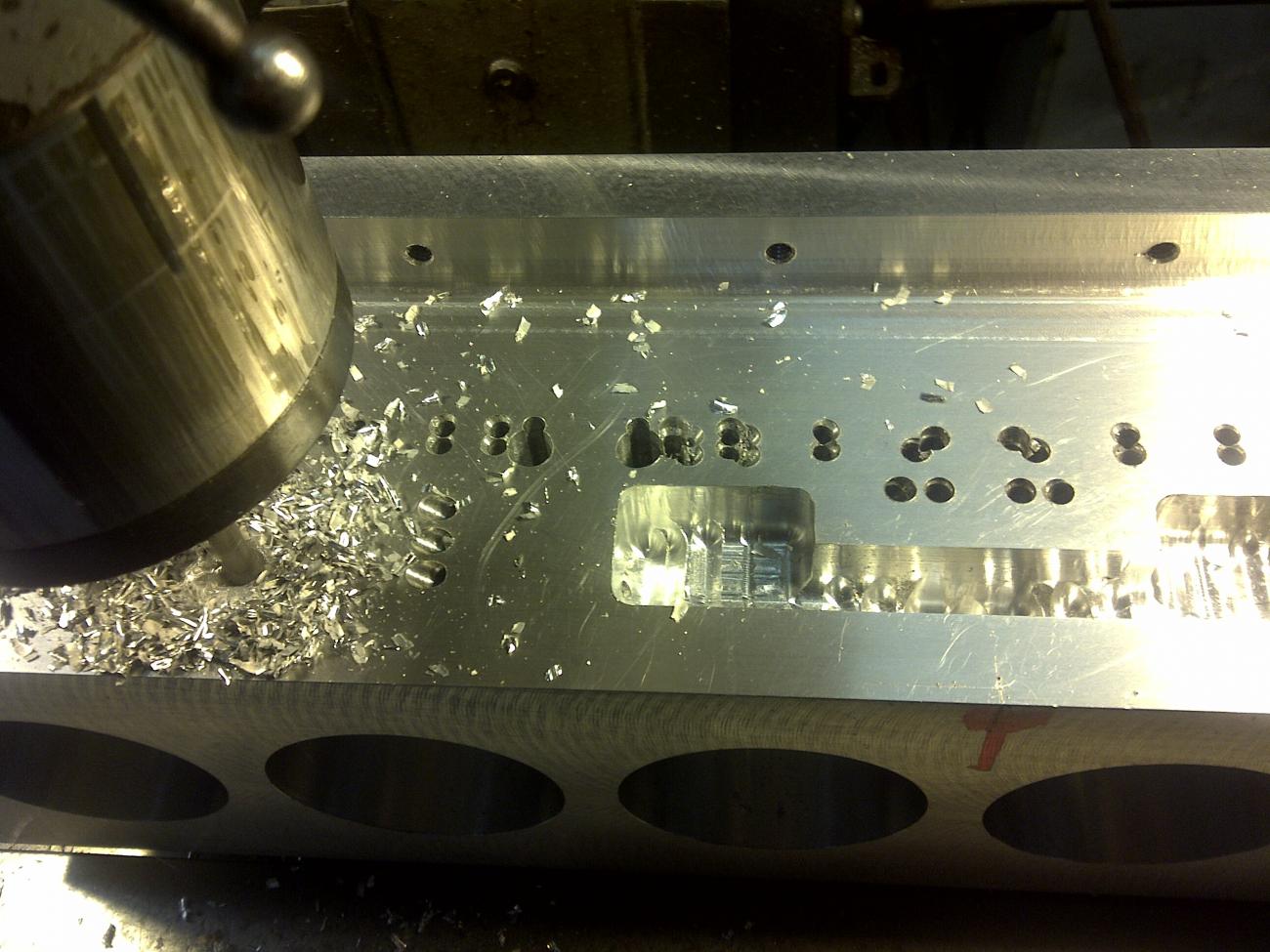
Time to start catching up on the posting process.. After the case boring was completed, I bolted the mid case to the block to verify center lines of the block to mid case and the positon of the cylinder centers. I had left the cylinder bores small to allow for adustment after mid case completion. The cylinders were then bored to the finished bore size of 2 7/8 to be able to view the actual finished port configuration and adjust if necessary. Now just the process of teadious mill work. The next few posts will just be pics of the porting and water jacket cutting progress. I also included a pic of the original 60 inch Quincy block standing beside the new block for a small comparison. Note that the Quincy block is also standing on the lower studs and not the block base.

Bookmarks